


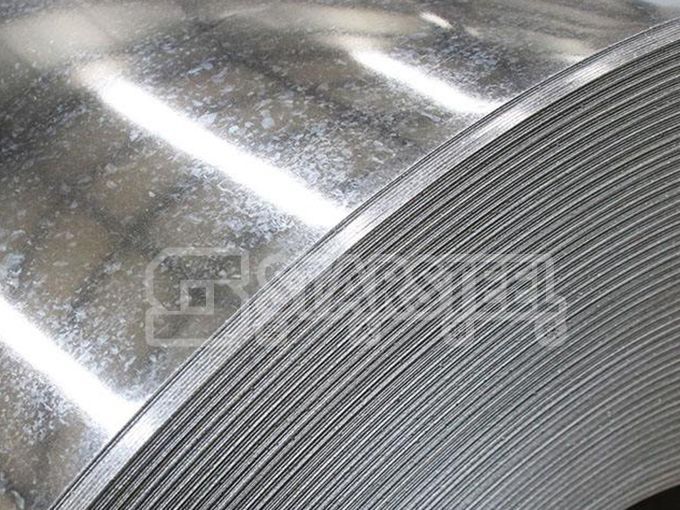
Cinkota
Cinka pārklājuma loksne, kas pagarina izstrādājuma kalpošanas laiku un palīdz novērst koroziju.Ar lielāku siltuma atstarošanu un pievilcīgu izskatu tas ir ideāli piemērots rūpniecisko ēku, silosu, šķūņu celtniecībai, cita starpā. veicina siltuma atstarošanu.
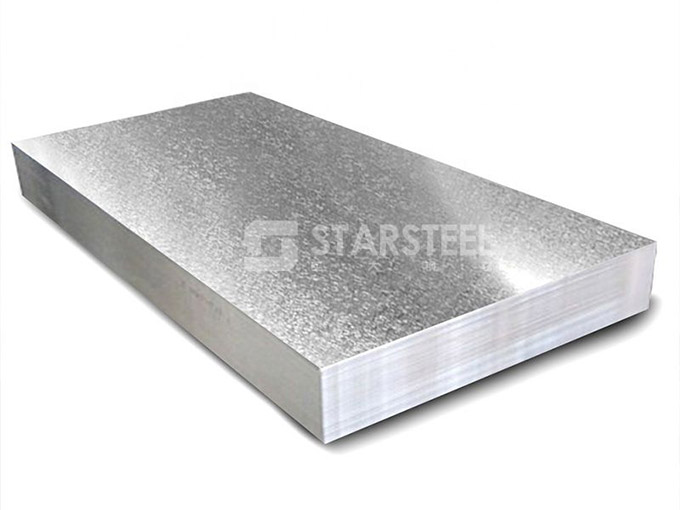
Cinkota loksne
Taisnstūrveida gofrēta cinkota loksne ar augstu izturību pret koroziju, ideāli piemērota jumtu un rūpniecisko fasāžu celtniecībai.Ar ilgu kalpošanas laiku tas ir izturīgs pret mitru vidi un
Cinkošana ir ekonomiska un efektīva metode tērauda korozijas novēršanai, un cinkota tērauda biezums parasti ir no 0,35 līdz 3 mm.Angļu valoda "galvanizing" nozīmē, ka cinkotais slānis var elektroķīmiski aizsargāt tērauda plāksni.1742. gadā franču Meloman (Melomin) veiksmīgi pētīja karstās cinkošanas metodi.1836. gadā franču Sorel (Sorel) rūpnieciskajā ražošanā izmantoja karstās cinkošanas metodi.1837. gadā HW Grawford ieguva patentu karstās cinkošanas ar plūsmas metodi.1935. gadā amerikānis Sendzimirs (T. Sendzimir) ierosināja izmantot aizsarggāzu samazināšanas metodi sloksnes tērauda nepārtrauktai karstai cinkošanai, ko parasti sauc par "Sendzimira metodi".1937. gadā ASV tika uzbūvēta pirmā Sendzimir nepārtrauktās karstās cinkošanas līnija.Ķīna sāka ražot karsti cinkotas loksnes Anšaņā 1940. gados, un 1979. gadā Uhaņā tika uzbūvēta pirmā nepārtrauktā karstās cinkošanas līnija sloksnes tēraudam.

Karstā mērce
Ir divu veidu karstās cinkošanas metode un galvanizācijas metode.Karstā cinka slāņa biezums parasti ir 60–300 g/m2 (vienā pusē), ko izmanto daļām, kurām nepieciešama spēcīga izturība pret koroziju.Galvanizētais cinka slānis ir 10-50g/m2 (viena puse), ko pārsvarā izmanto krāsotām detaļām vai nekrāsotām detaļām, kurām nav nepieciešama augsta izturība pret koroziju.Karstās iegremdēšanas metode ir sadalīta plūsmas metodē un aizsarggāzu samazināšanas metodē saskaņā ar pirmapstrādes metodi.Flux metode ir kodināt atkvēlināto tērauda plāksni, lai noņemtu oksīdus no virsmas, pēc tam iziet cauri plūsmas tvertnei, kurā ir ZnCl2 un NH4Cl, un pēc tam ievadiet kausēta cinka tvertnē cinkošanai.Aizsarggāzes samazināšanas metodi plaši izmanto sloksnes tērauda nepārtrauktai karstai cinkošanai.Sloksnes tērauds vispirms iziet cauri ar liesmu uzkarsētai priekšsildīšanas krāsnij, lai sadedzinātu uz virsmas esošo eļļu, un tajā pašā laikā uz virsmas veidojas dzelzs oksīda plēve;Sūkļa dzelzs.Pēc tam, kad sloksnes tērauds, kura virsma ir attīrīta un aktivizēta, ir atdzesēts līdz temperatūrai, kas ir nedaudz augstāka par kausēta cinka temperatūru, tā nonāk cinka traukā 450–460 °C temperatūrā un ar gaisa nazi kontrolē cinka slāņa biezumu.Visbeidzot, tas tiek pasivēts ar hromāta šķīdumu, lai uzlabotu baltās rūsas izturību.
Galvanizācija
Atkarībā no izmantotā apšuvuma šķīduma to var iedalīt sārmainā un skābes metodē.Sārmainās pārklājuma šķīdumam ir augsta cena, tas piesārņo vidi, zema ražošanas efektivitāte un slikta pārklājuma kvalitāte, tāpēc to faktiski neizmanto.Galvenās skābes pārklāšanas šķīduma sastāvdaļas ir ZnSO4·7H2O, NH4Cl un Al2(SO4)3·18H2O utt. Izmantojot tīru cinku kā anodu un sloksnes tēraudu kā katodu, strāvas iedarbībā cinka anoda plāksne tiek izšķīdināta. Zn2+ pārklāšanas šķīdumā, un Zn2+ tiek reducēts par metālisku cinku pie katoda un nogulsnējas uz sloksnes tērauda virsmas.Pārklājums tiek apstrādāts ar jauktu fosfāta un hromāta šķīdumu, kas var uzlabot krāsojamību, un elektrocinkotās tērauda loksnes virsma ir gaiša un gluda, ko agrāk galvenokārt izmantoja automobiļu rūpniecībā.Pēdējos gados pielietojuma joma ir paplašināta, iekļaujot elektroindustriju un citus aspektus, kas ir veicinājis elektrocinkotu lokšņu nozares attīstību.70. gados tika izstrādātas arī vienpusējās cinkotās loksnes.
Izsūtīšanas laiks: 10.03.2022


